This article takes the actual gravure printing machine debugging as an example to introduce the application of Delta VE series inverter in gravure printing machine.
Gravure printing is one of the printing processes. It is called four major printing methods together with lithography, relief printing, and screen printing. Gravure printing is a direct printing method. The grooves on the printing plate are printed text and patterns. When printing, the grooves are filled with ink first, and the excess ink (the ink on the non-printing surface) on the printing plate is scraped. The ink knife is scraped off, and then the printing plate is given appropriate pressure through the embossed rubber roller to squeeze the ink from the concave surface of the printing plate to the object to be printed, so as to achieve the purpose of printing.
The choice of substrates for gravure printing is diverse, and the print quality is stable. The prints are superior in level performance and image quality. In Europe and the United States, publication printing aimed at mass production has been developed as the main body. In Japan, it is Popularized with packaging gravure as the center.
According to the type and printing method of gravure used, gravure printing can be divided into four categories: hand engraving gravure printing, chemical etching gravure printing, electronic engraving gravure printing and indirect gravure printing. Gravure printing machine can be divided into unit type and satellite type; sheet-fed gravure printing machine and web gravure printing machine; monochrome gravure printing machine and multi-color gravure printing machine, etc.
Structure and system of gravure printing machine
The basic structure of a gravure printing machine is: a paper feeding device, a printing device, an ink feeding device, and a paper receiving device. The structure diagram is shown in Figure 1:
Figure 1 Schematic diagram of printing machine structure
The control system of the printing machine is very complicated, generally speaking, it can be divided into several parts: tension control system, register control system and drying system. Today we mainly analyze the tension control system.
The purpose of the tension control system is to ensure that the tension of the printed material is constant, or to meet customer requirements. Generally speaking, the most common 7-motor 4-tension control system on the market is shown in Figure 2:
Figure 2 Schematic diagram of the seven motor tension control system
In the tension control system, there are three common methods:
1. Torque motor tension control system 2. Magnetic powder brake (magnetic powder clutch) tension control system 3. Frequency converter tension control system
The advantages of the torque motor control system are simple structure and stable tension. The disadvantage is that the adjustable range is narrow and the linearity is not good. It is suitable for occasions where tension accuracy is not required, such as cables. The advantages of the magnetic powder brake control system are good tension stability, and the disadvantage is that the linearity is not good, the controllable coil diameter range is not large, there is a heat problem for long-term work, and an external heat dissipation system needs to be configured. The advantage of the inverter control system is that the tension control is stable and the system response is fast, the structure is simple, the speed can be adjusted in a wide range, through the support of special algorithms, it can well support the occasions with large changes in curling diameter; Continuous unwinding occasions can play a certain role in energy saving. With the development of semiconductor chip technology, the performance of inverter drive technology has been greatly improved, but the price shows a downward trend, showing a good price-performance ratio, and has been recognized by the majority of users.
The practical application case of Delta inverter in gravure printing machine
1. basic introduction
The gravure printing machine debugged in this case is a unit type printing machine, which is mainly used for pre-printing of 80 ~ 400g / m2 carton, cigarette pack, carton and other paper printing. The printing color group is two colors. The maximum linear speed is 100m / min and the maximum winding diameter is 1500m.
Since the unwinding tension of this equipment adopts the method of tension controller + magnetic powder brake + tension sensor, and the winding tension is controlled by frequency converter, the difficulty of the equipment is the control of the winding tension, the tension size should be appropriate: the tension is too small, It will slack during rewinding; the tension is too great, and the material will wrinkle easily during rewinding. In addition, since the diameter of the paper keeps increasing during winding, if the rotation speed of the winding shaft is kept constant, the winding linear speed of the paper will become larger and larger, so that the problem of breaking the paper is easy to occur.
2. Delta inverter application introduction
On this printing machine, the VE series frequency converter with constant tension control introduced by Delta is used, and the purpose of constant tension of the printing machine can be automatically achieved through the control of the motor by the frequency converter. The whole application has the characteristics of convenient adjustment and high cost performance. Figure 3 is a schematic diagram of the tension control of the printing press. 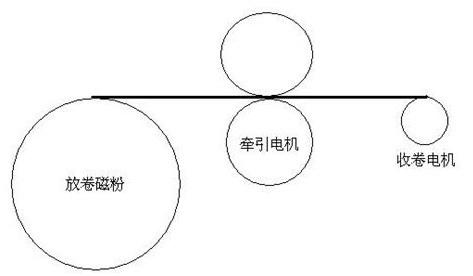
Figure 3 Schematic diagram of printing press tension control
The calculation formula of constant tension control is:
T = (F * D) / (2 * G)
Where T is the motor output torque, F is the tension on the wire, and D is the actual size of the take-up / unwinding roller. The purpose of constant tension control is to control the size of F to be constant, but the inverter can only control the output torque T of the motor. If we know D, we can control F by controlling T
Using Delta VE series inverter directly provides the function of realizing constant tension control by controlling torque: parameter 8-21 = 4.
Since the actual size D of the take-up / unwinding roller changes with the running time, the accuracy of the D value is the key to the success of this method. At present, there are usually two methods for reference: 1 thickness method; 2 linear velocity calculation method.
The principle of the thickness method is based on the understanding of the thickness of the material. Each time the motor runs, the diameter of the winding roller will increase by two materials and the diameter of the unwinding roller will decrease by two. This method is mainly used when the thickness of the unwinding and unwinding material is uniform. The advantage is that the calculated thickness value is accurate. The disadvantage is that the user needs to enter the material thickness information in the relevant parameters of the inverter.
The formula of the linear velocity calculation method is: D = (G * V) / (Ï€ * n)
Where D is the current winding diameter, G is the mechanical transmission ratio, V is the current linear speed, and n is the motor speed. The current linear velocity can be collected in the form of analog or pulse. The linear velocity calculation method can be used in cases where the material thickness is uneven, without setting the material thickness value, which reduces the requirements for the operator; the disadvantage is that the calculated current curling diameter value will be affected by the accuracy of the linear velocity acquisition, If the linear velocity fluctuates greatly, the current coil diameter value will also fluctuate greatly.
For some curl control, the tension of the material needs to decrease with the increase of the curling diameter to prevent damage to the reel and improve the curling quality of the product. This equipment has the need for tension taper.
There are various formulas for tension taper, and one of them is introduced here: F = F0 * [1-K (1-D0 / D)]
Among them, F actually outputs tension, F0 sets tension, K tension taper coefficient, D0 minimum curl diameter, D current curl diameter.
Since this equipment is a universal equipment, the tension taper required by different papers is not the same, so it is required to use analog to set the tension taper. The schematic diagram of tension taper is shown in Figure 4.

3. parameter settings
The main traction motor is an asynchronous motor (15kW, 380V, 29.6A, 1430r / m, 50Hz), the traction roller diameter is 320mm, and is controlled by a 15kW B series inverter. The maximum linear speed of this equipment is 100m / min. The winding motor is a common asynchronous motor (380V, 58.5A, 4-pole, 50Hz / 30kW), which is controlled by a 300V43A-2 inverter (with EMV-PG01O). The motor is equipped with a 512ppr encoder with a reduction ratio of 6.77: 1. The maximum winding diameter is 1500mm.
Based on the analysis of the requirements put forward by the customer, it was decided to use the thickness integration method to calculate the roll diameter, the winding inverter is controlled by torque mode, and the analog given tension and the tension taper can be adjusted.
in conclusion
This equipment uses Delta frequency converter to control the winding part, which can achieve a larger diameter change (maximum coil diameter from 1000mm to 1500mm) and faster line speed (maximum) The linear speed can reach 100m from 60m), and the tension is stable, the debugging is convenient, and the value of the equipment has also been greatly improved. This solution has been approved by the customer, and the customer is also asking the manufacturer to change the unwinding part to the Delta inverter control mode.
Grips can be made of materials like stainless steel, plastic, aluminium, silicon, etc. Tattoo grips are used in together with
tube stems to form the grip that you hold a Tattoo Machine with. Stainless Steel Tattoo Grips require an autoclave to
properly sterilize. A barrier method to keep the tattoo grip clean like a tattoo machine bag can be used, however, it
is still necessary to properly sterilize all grips & tubes and needles via an autoclave if the intention is to reuse these products.
Normal Disposable Tattoo Grip,Disposable Tattoo Grip,Disposible Tattoo Tubes,Hummingbird Disposable Tubes
Amztatto Supply Co., Ltd. , https://www.amztatto.com