QC results report
Solve the quality of the outer surface of the 200-liter closed steel drum (2)
Dalian Co., Ltd.
Fifth, find the main cause of the problem
In the PDCA cycle, in order to find out the main factors affecting the quality of the paint, we went to the site to conduct research and investigation, and also held a symposium of workshop directors, team leaders and long-term paint workers. To express various opinions on various factors affecting the quality of the paint, and to discuss and discuss, and then draw a causal analysis of the unqualified paint of the 200L closed steel drum according to the reason why the proposed 25 pieces of paint are unqualified. 7).
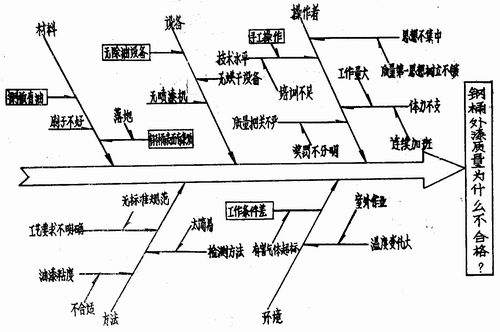
Figure 7 200 liter closed steel barrel painting process and operation checklist
Table 7 200 liter closed steel barrel painting process and operation checklist
June 3
clear
21 ° C
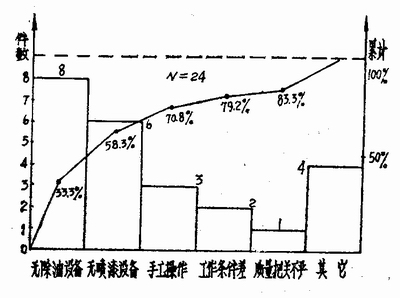
Figure 8 voting arrangement diagram
As can be seen from the process operation checklist, most workers operate in accordance with the process requirements, and the rate of non-conforming products after the operation of the game, the de-oiled steel drum is 8.3%, and the steel drum that has not been degreased Up to 32.8%. From this operation competition, we verified the operation process of the workers, verified the equipment, and initially confirmed that the oil on the surface of the steel drum was the main factor causing the failure. From the current production situation of our factory, the front and middle stages of the 200L closed steel drum have imported equipment and patents from the United States, the United Kingdom, and the United States in the 1980s. The efficiency is high, the quality is good, and the finishing process is manual. The operation of degreasing is not only inefficient, but also inferior in quality, which is far from meeting the needs of production. Therefore, the cleaning and degreasing equipment is the key to solving the problem of painting quality outside the 200L closed steel drum.
Sixth, develop measures plan
We chose the process of alkaline degreasing and re-cleaning. Compared with the one-day process, the new process has increased the two processes of degreasing and cleaning (Fig. 9), which not only solves the problem of oil stain on the surface of the steel drum, but also solves the adverse factors affecting the quality of the steel drum surface. After cleaning, the surface temperature of the steel drum is increased, which also plays a significant role in the drying of the paint in the next process. In order to make the planned measures feasible, we have developed corresponding countermeasures (Table 8).
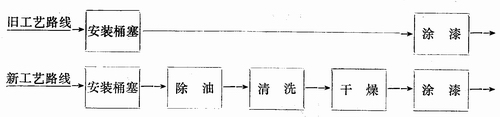
Figure 9 Comparison of old and new technology
Table 8 Improve the quality of the paint for the outer coating of 200 liter closed steel drum
Kang XX
Zhao XX
Liu XX June-September
Kang XX
Miao XX
Liu XX
Qu XX June-July
7. Formulate countermeasures and implement measures plan
In the design, we predict the sales status of 200L closed steel drums in the next 5 years. The probability of high demand is 0.3, the probability of medium demand is 0.5, and the probability of low demand is O. 2. In order to ensure the appearance quality of steel drums and produce qualified products, there are two options: Option I: to build a new degreasing, cleaning and drying production line, which requires an investment of 200,000 yuan. Scheme II: Renovation of existing equipment Invest 30,000 yuan. The annual sales profit under various objective conditions is listed in Table 9.
Table 9 Sales profit statement (unit: 10,000 yuan)
The decision steps for the best solution are as follows:
1. Draw a decision tree diagram, as shown in Figure 10.
2. Calculate the expected value:
The expected value of 1 point I is calculated: (0.3x 200+0.5 x150+0.2 x 50)X 5 - 20 -705 (ten thousand yuan)
Expectation of 2 points II calculation: (0.3 xiso+0.5 x 10010 0.2 x 50)x5- 3=522 (ten thousand yuan)
3. Compare the expected values ​​of point I and point II and cut off point II. In the design implementation, we found the best solution and assisted in the completion of the construction task.
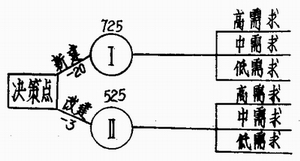
Figure 10 De-oiling plan decision tree diagram
Description: â–¡ indicates the decision point. The branch from it represents the action that can be taken. â—‹ indicates the natural state point. The branch from which it is derived is a probability branch. // indicates pruning, which is eliminated.
Eight, the result is compared with the original
1. Quality result
Then, 30 steel drums were randomly sampled to measure the film thickness. According to the data (Table 10), the histogram (Fig. 11) was used to calculate the process capability index Cp=1.2, and the ideal results were obtained (Table 11). Through one cycle, the rate of non-conforming products in the 200L. closed steel drum painting process decreased from the average of 26.04% in June-September to about 3.1% (Figure 12).
2. Benefit result
1 Social benefits: The improvement of the quality of the outer surface coating not only reduces the labor intensity of workers, improves the working environment, but also changes the long-term existence of China's foreign trade exports. The status quo of first-class products and second-rate packaging has reduced claims, ensured the strong competitiveness of Chinese products in the international market, and gained good social reputation.
2 Saving value: The non-conforming product rate of the 200L closed steel barrel painting process in our factory is high for a long time. In order to ensure the quality, we have to use the secondary painting, even to the user warehouse for three times. After the process is improved, the quality is fully guaranteed by one application. In the current year, our factory produces 200L closed steel drums with a capacity of 200,000 (annual production capacity of 500,000, 40%).
Annual saving value (ten thousand yuan) = 20x5 = 1 million yuan
Table 10 Film thickness dimension measurement table (unit: μm)
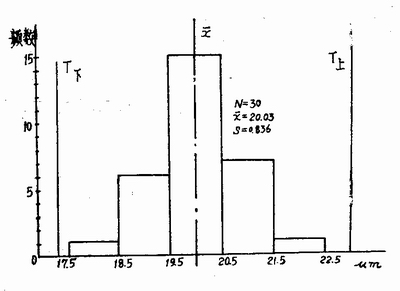
Figure 11 Paint film thickness histogram
Table 11 Frequency Distribution Table
30
Σfi
1
Σfiui
twenty one
Σfiui2
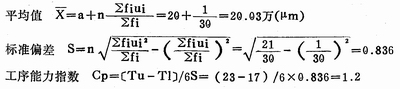
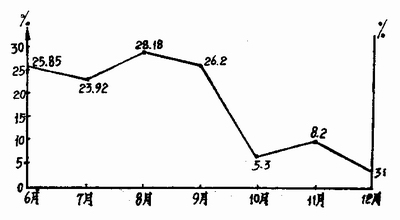
Figure 12 Non-conforming product rate chart
IX. Standards, legacy issues and future plans
Develop a process quality management point table (Table 12) and a work instruction book. From then on, this process is regularly measured by the operator, which lays the foundation for the implementation of management chart control.
Remaining problems: the thickness of the paint film is uneven, and there are water drops on the outer surface of the steel drum, which affects the quality of the coating and is put into the next step.
Filling And Linking Technology
Helper has designed different filler series for small scale producer, medium sized business, and industrial enterprises,such as vacuum filler,piston stuffers.
---The vane cell feed system, together with vacuum pumping system, guarantees a long service life and the highest product quality.
---Mechanical filler is newly designed by our feeding technical team and it represents a new beginning of Chinese mechanical filling machine.
---Pneumatic filler is the most economical solution for the beginning of small scale producer with frequent changes in the product range.
sausage linking system,sausage hanging system:
The sausage linking and hanging system is the advanced solution to hang the sausages immediately after twisting-off. The workers handle easily the hanged sausages to smoking step by using a hanging stick. A simple twist linking device is also available to the filling machine to realize automatic twisting products production.

Automatic Sausage Stuffer,Vacuum Filler,Sausage Linking System,Sausage Hanging System,Piston Stuffers
Helper Machinery Group Co., Ltd. , https://www.helperfoodequip.com