Improvement of the nose of the spot welding machine
Text / Wang Yamin
1. Proposal of the problem
At present, the spot welding machines used by domestic barrel enterprises are divided into two types according to the electrode pressing method, mainly in the form of lever type pressure and pneumatic direct pressure. Among them, the pressurizing mechanism of the lever type pressurizing machine is a lever structure, and the action track of the upper electrode is a circular arc shape, and is mainly used for welding of a plate having a small thickness. The pressing component of the pneumatic direct pressure spot welding machine is a cylinder, and the pressing motion is linear. The distance between the upper and lower electrodes can be adjusted according to the shape and thickness of the workpiece to be welded, so the application range is very wide. . However, such a pneumatic direct compression welder has structural defects. When welding is frequent, especially in the entire welding line or in multi-point welding, the effect of welding is often less than ideal. This has happened in the steel barrel welding production we carried out: The first batch of workpieces welded after work and the workpieces welded at the peak of the gas have a very different effect when the welding specifications are unchanged. The former tends to have a large deformation of the solder joints, and the solder joints are recessed or even welded through the workpiece; the latter often exhibits phenomena such as splashing and soldering.
In response to this problem, we have long-term observations and experiments to summarize the following factors:
1 electrode pressure effect
Barometric pressure is a major factor affecting the quality of welding. When the cylinder piston descends, the pipe pressure will drop sharply, causing the pressure between the electrodes to be less than the pressure required for welding, and the weld bead will not penetrate. When this happens, the method we used in the past was to adjust the atmospheric pressure. This practice often caused the pressure to be too large, which would easily flatten the bumps, affect the welding current, and reduce the yield.
2 welding time impact
The welding cycle is an iterative process of pressurization, clamping, welding, holding, rest, and repressurization. Among them, the pre-pressing time and welding time are two more important parameters in the welding process parameters. The pre-pressing time is started from the time when the pressure reaches a stable value after pressurization, and the welding machine currently sold on the market is powered from the solenoid valve, and the cylinder just starts to operate, that is, a+t in Fig. 1 The stroke time of the upper electrode pressurization is also counted, resulting in inaccurate pre-pressing time, so that the actual value of the welding time is also different from the calibration value, resulting in the actual welding time being too short or too long, affecting the welding quality.
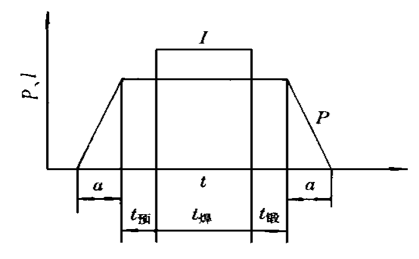
Figure 1 Effect of welding time
A——machine action time
3 electrode effect
When the action of the electrode does not keep up with the sudden decrease in the total thickness of the workpiece, the pressure will drop instantaneously. If it occurs while energized, the contact resistance of the interface and the rate at which heat is generated will increase. The instantaneous drop in electrode force will result in unacceptable solder joint performance and greater than normal electrode wear.
2, the solution
As shown in Fig. 2, a large-rigidity disc spring, a three-position five-way solenoid valve (central closed type) and a non-contact proximity switch are selected in the machine head. When the cylinder is pressurized to the workpiece to be welded, the upper electrode continues to descend, compressing the spring; according to the welding pressure required by the weldment, the distance between the visor and the switch is set, and when the pressure reaches the desired value, the contactless switch After the switch is turned on, the solenoid valve is de-energized, and the cylinder is no longer descending. At this time, the timing starts, that is, the pre-pressing time starts. After the pre-pressing time elapses, the main circuit is energized and the welding starts.
After the modification, accurate and reliable preloading time can be obtained, and the welder has self-protection function. When the pressure of the air source is insufficient, the cylinder pressure is insufficient to compress the spring to the proximity switch, the switch cannot be turned on, and there is no electrical signal. The circuit is in an open state, the welding machine is not welded; the welding is started only when the pressure of the gas source is sufficient, thereby avoiding the phenomenon of incomplete penetration due to welding when the pressure is insufficient, and ensuring the yield of the welded joint. In addition, since the disc spring is used as the component for transmitting pressure, the pressing action of the electrode is very gentle, and the buffering and damping function of the disc spring prevents the large pressure of the cylinder from directly acting on the solder joint, resulting in deformation of the workpiece, and also The wear of the electrode is reduced.
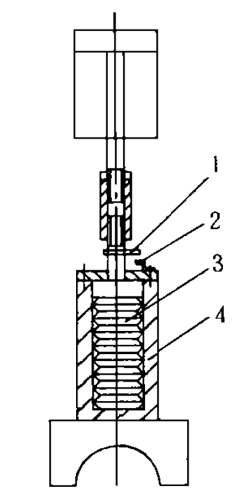
Figure 2 head improvement structure
1. visor; 2. proximity switch; 3. disc spring; 4. guide post
3. Conclusion
(1) After the structure of the machine head is improved, the welding quality is obviously improved, the surface of the welded part is smooth and beautiful, and the welding quality is stable.
(2) The electric loss wear is reduced, and the service life of the electrode is prolonged. It has changed the inefficiency caused by frequent electrode tip replacement, reduced production cost, and has good comprehensive economic benefits.
(3) When welding workpieces of different thicknesses, it is only necessary to change the position of the viscous plate according to the difference of pressure, which has the advantages of simple adjustment.
(4) This structure laid the foundation for the realization of computer control in the future.
(5) The advantages provided by this structure are more apparent when thin-plate welding or thin-walled parts are welded.
For roasting chicken with unique flavor, the food may be placed on a rack, in a roasting pan with beer or sauce to ensure even application of heat and tasty.If a pan is used, the juice can be retained for use in gravy, Yorkshire pudding, etc. During oven roasting, hot air circulates around the meat, cooking all sides evenly.
Chicken Roast Rack,Chicken Roasting Rack,Roasting Rack,Chicken Cooking Rack
MEO DEMO CO., LTD. , https://www.meobbqtools.com