After the metal 3D printer fired, the metal 3D printing powder material also began to fire. We reported that market research company IDTechEx announced that the 3D printing metal powder market reached US$250 million in 2016, higher than the forecast. The 3D printing metal powder market will maintain a high growth trend, IDTechEx predicts to reach a market size of 5 billion US dollars by 2025, with a compound annual growth rate of 39.5%. Next, we will introduce you to the latest developments in the preparation process of 3D printed metal powders at home and abroad - gas atomization technology, and analyze the current status of 3D printing metal powder preparation technology, and put forward some opinions.
3D printing technology is a new type of printing technology. Its outstanding advantage is that it can directly produce any shape parts from computer graphics data without machining or any mold, which greatly shortens the product development cycle, improves productivity and reduces production. cost. 3D printing metal powder is the most important raw material for 3D printing of metal parts. The preparation method has attracted much attention. 3D printing metal powder is the most important part of the 3D printing industry chain of metal parts, and it is also the biggest value.
At the "2013 World 3D Printing Technology Industry Conference", the world's 3D printing industry's authoritative experts gave a clear definition of 3D printed metal powder, which means a group of metal particles smaller than 1mm in size. It includes a single metal powder, an alloy powder, and certain refractory compound powders having metallic properties. Currently, 3D printed metal powder materials include cobalt-chromium alloys, stainless steel, industrial steel, bronze alloys, titanium alloys, and nickel-aluminum alloys. However, in addition to good plasticity, 3D printed metal powder must meet the requirements of fine powder particle size, narrow particle size distribution, high sphericity, good fluidity and high bulk density. To further demonstrate the impact of 3D printed metal powder on the product.
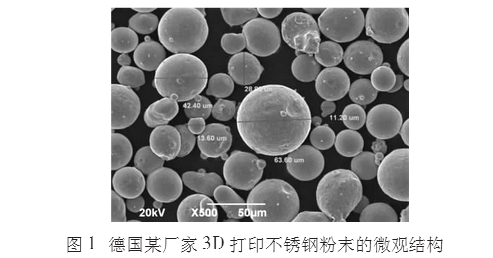
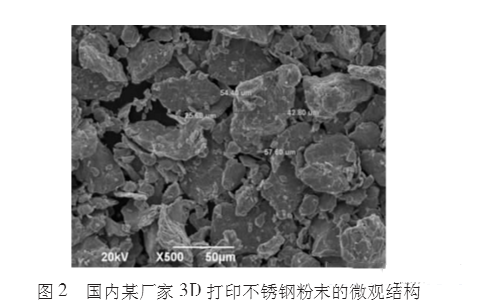
Two different stainless steel powders were printed by selective laser sintering (SLS method) and found to have significant differences in the prepared products. The stainless steel powder printing sample of a German manufacturer has small surface gloss, small shrinkage, no deformation, and stable mechanical properties. The printing samples of stainless steel powder from a domestic manufacturer are far less than the former. To this end, the micromorphology analysis of two different stainless steel powders was carried out.
Figure 1 shows the microstructure of stainless steel powder from a German manufacturer. From the figure, we can see that the powder particles have good sphericity and the particle size distribution is in the range of 11.2~63.6μm. Figure 2 shows the microstructure of stainless steel powder from a domestic manufacturer. It can be seen that the particles are irregular and small in size. Through the above research, it is shown that the 3D printing consumable metal powder needs to satisfy the fine particle size, narrow particle size distribution, high sphericity, good fluidity and high bulk density. Therefore, in order to obtain a desired 3D printing product with excellent performance, an efficient metal powder preparation method must be sought.
2. Preparation process of metal powder
At present, the powder preparation method can be mainly divided into a reduction method, an electrolysis method, a carbonyl decomposition method, a grinding method, an atomization method, and the like according to a preparation process.
Among them, the powder produced by the reduction method, the electrolysis method and the atomization method is widely used as a raw material in the powder metallurgy industry. However, the electrolysis method and the reduction method are limited to the production of elemental metal powder, and these methods are not applicable to the alloy powder. The atomization method can produce the alloy powder, and the modern atomization process can also control the shape of the powder. The continuously developing atomization chamber structure greatly improves the atomization efficiency, which makes the atomization method gradually become the main powder. production method. The atomization method meets the special requirements of 3D printing consumable metal powder. The atomization method refers to a method of pulverizing a molten metal into particles having a size of less than about 150 μm by a mechanical method.

According to the method of pulverizing the molten metal, the atomization method includes a two-stream atomization method, centrifugal atomization, ultrasonic atomization, vacuum atomization, and the like. These atomization methods have their own characteristics and have been successfully applied to industrial production. The water gas atomization method has the advantages of simple production equipment, simple process, low energy consumption and large batch size, and has become a main industrial production method of metal powder.
2.1 water atomization method
In atomized milling production, water atomization is one of the inexpensive production methods. Because the atomized medium water is not only cheap and easy to obtain, but also excellent in atomization efficiency. At present, the domestic water atomization method is mainly used for producing steel powder, carcass powder for diamond tools, prealloyed powder for oil bearing, hard surface technical powder, and iron-based and nickel-based magnetic powder. However, since the specific heat capacity of water is much larger than that of gas, during the atomization process, the broken metal droplets become irregular due to solidification too fast, and the sphericity of the powder is affected.
Other metals or alloys with high activity react with water and increase the oxygen content of the powder due to contact with water during atomization. These problems limit the application of the water atomization method in the preparation of metal powders having high sphericity and low oxygen content. However, Jinchuan Group Co., Ltd. invented a method for preparing a spherical metal powder by water atomization, which is further provided with a secondary cold water atomizing nozzle under the water atomizing nozzle for secondary atomization. The powder obtained by the invention has not only a sphericity close to the aerosolization effect, but also a finer particle size than primary water atomization.
2.2 gas atomization method
Gas atomization is one of the main methods for producing metal and alloy powders. The basic principle of gas atomization is the process of breaking a liquid metal stream into small droplets and solidifying it into a powder with a high velocity gas stream. Because of its high purity, low oxygen content, controllable powder particle size, low production cost and high sphericity, the powder prepared has become the main development direction of high performance and special alloy powder preparation technology. However, the gas atomization method also has a deficiency, and the energy of the high pressure gas stream is much smaller than the energy of the high pressure water stream, so the gas atomization has a lower crushing efficiency for the metal melt than the water atomization, which makes the atomization efficiency of the aerosolized powder lower. Thereby increasing the preparation cost of the atomized powder.

At present, several representative gas atomization milling technologies are as follows:
2.2.1 Laminar flow atomization technology
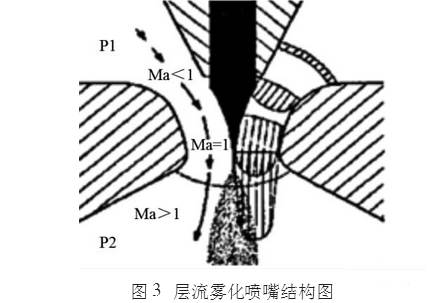
Laminar atomization technology was proposed by Nanoval, Germany, etc., which has made significant improvements to conventional nozzles. Figure 3 is a structural view of a laminar flow atomizing nozzle. The improved atomization nozzle has high atomization efficiency, narrow particle size distribution, and a cooling rate of 106 to 107 K/s. Under the atomization pressure of 2.0 MPa, copper, aluminum, 316L stainless steel, etc. were atomized with Ar or N2 as a medium, and the average particle size of the powder reached 10 μm. Another advantage of this process is the low gas consumption, significant economic benefits, and suitability for most metal powder production. The disadvantage is that the technical control is difficult, the atomization process is unstable, and the output is small (the metal mass flow rate is less than 1 kg/min), which is not conducive to industrial production. Nanoval is working on solving these problems.
2.2.2 Ultrasonic tight coupling atomization technology
Ultrasonic tight coupling atomization technology was proposed by PSI UK. This technique optimizes the structure of the tightly coupled annular nozzles such that the exit velocity of the gas stream exceeds the speed of sound and increases the mass flow rate of the metal. Figure 4 is a typical close-coupled atomizing nozzle structure diagram - Unal atomizing nozzle. When atomizing high surface energy metals such as stainless steel, the average particle size of the powder can reach about 20 μm, and the standard deviation of the powder can be reduced to 1.5 μm.
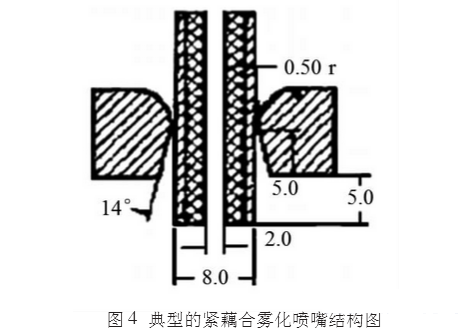
Another major advantage of this technology is that it greatly increases the cooling rate of the powder and can produce fast-cooling or amorphous-junction powders. From the current development point of view, this technical equipment represents a new development direction of tight coupling atomization technology, and has industrial practical significance, can be widely applied to fine stainless steel, iron alloy, nickel alloy, copper alloy, magnetic material, hydrogen storage. Production of alloy powders such as materials.
2.2.3 Hot gas atomization method
In recent years, PSI in the United Kingdom and HJF in the United States have conducted extensive research on the role and mechanism of thermal gas atomization. HJF Company heated the gas to a temperature of 200-400 ° C atomized silver alloy and gold alloy under the pressure of 1.72 MPa, and the average particle size and standard deviation of the powder decreased with increasing temperature. Compared with the traditional atomization technology, the hot gas atomization technology can improve the atomization efficiency, reduce the gas consumption, and is easy to implement the process on the traditional atomization equipment. It is a promising technology. However, hot gas atomization technology is limited by gas heating systems and nozzles, and only a few research institutes have conducted research.
2.3 Domestic 3D printing metal powder atomization process
At present, China's Henan Yellow River Cyclone Co., Ltd. has begun to enter the 3D printing metal powder research and development. The powder preparation process used therein is vacuum atomization milling, ultra high pressure water atomization milling, inert gas tight coupling atomization milling technology. The following two techniques are highlighted below.
2.3.1 Vacuum atomization milling
Vacuum atomized milling refers to the melting of metal or metal alloy under vacuum conditions. Under gas-protected conditions, the high-pressure gas stream atomizes the metal liquid into a large number of fine droplets, and the droplets solidify into a spherical shape or in flight. Spherical particles. Vacuum atomization milling can produce most metals and alloy powders which cannot be produced by air and water atomization methods, and spherical or sub-spherical powders can be obtained. Since the solidification quickly overcomes the segregation phenomenon, many special alloy powders can be produced. With a suitable process, the particle size can be brought to a desired range.
2.3.2 Ultra-high pressure atomization method
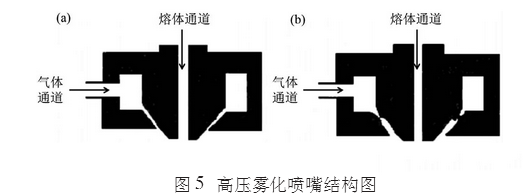
The ultra-high pressure atomization method is a method of preparing metal powder using an ultra-high pressure atomizing nozzle. Figure 5 (a) is a high pressure atomizing nozzle, and Figure 5 (b) is an ultra high pressure atomizing nozzle. The ultra-high pressure atomizing nozzle is characterized by a higher supersonic flow and a uniform gas velocity field at a lower air pressure, thereby more effectively suppressing the generation of harmful shock waves, significantly increasing the kinetic energy of the gas, and making the atomization efficiency more efficient. high. The nozzle produces the same atomization effect as the high pressure atomizing nozzle at a lower gas pressure, and the gas flow rate is more stable and uniform. At the same time, the obtained powder has a small particle size and a narrow distribution.
China's 3D printing metal powder status
In recent years, China has actively explored 3D printing metal powder preparation technology and achieved initial results. Since the early 1990s, Tsinghua University, Xi'an Jiaotong University, Huazhong University of Science and Technology, South China University of Technology, Beijing University of Aeronautics and Astronautics, Northwestern Polytechnical University and other universities have carried out active exploration in 3D printed materials technology. Technology is at the advanced level in the world. Huanghe Cyclone Co., Ltd. has begun to enter the 3D printing metal powder research and development. It has many sets of domestically advanced atomization and milling equipment. The process covers vacuum atomization and milling, ultra-high pressure water atomization and milling, inert gas tight coupling atomization and milling technology, which will contribute to China's 3D printing industry. . Before the Antarctic bear reported that the Henan Yellow River cyclone 518 million to 3D printed metal powder,
However, at present, China's 3D printing metal powder still has the following four problems:
1. Lack of macro planning and guidance,
2. Insufficient investment in technology research and development,
3. The industry chain lacks overall development,
4. Lack of education and training and social promotion.
At the same time, in the conventional metal powder atomizing nozzle, the formation of the metal powder is broken into powder by the disturbance and impact of the gas flow on the metal liquid flow, and the particle size distribution of the powder is wide due to the statistical characteristics of the gas flow disturbance. In all atomization techniques, regardless of the structure of the nozzle, the airflow continuously expands in the flight before acting on the liquid flow, and the speed is reduced, resulting in a large energy loss of the atomizing gas, which affects the atomization efficiency. Therefore, this brings challenges to 3D printing technology, but also brings business opportunities. As the main form of “ additive manufacturing â€, 3D printing technology will become the most promising industry by saving costs and reducing fuel consumption.
According to a report released by independent market research firm MarketsandMarkets in late 2015, the top five global metal powder suppliers are Sandvik, Carpenter, GKN, Arcam, LPW Technology. The 3D printing powder market is expected to grow significantly in the next few years, with metal powder reported to be the most important of the current 3D printing powders. Carpenter is currently one of the most powerful companies in the global 3D printing powder market and is certainly the leading company in the United States. According to the report, North America is currently the most important region on the market and is expected to continue to lead in the next few years.
Part of the article content: 3D printing metal powder preparation method (Yao Nina: Sichuan Nonferrous Metals Powder Metallurgy Materials Co., Ltd.; Peng strong: Sichuan Golden Nuclear Irradiation Technology Co., Ltd.)
Lock Body,Door Lock Body,Door Body Lock,Mortise Lock Body
BNF HARDWARE CO., LTD , https://www.bnfhardware.cn